Введение
В настоящее время многие детали из ферромагнитных материалов, такие, как подшипники, шестерни, шкивы, втулки, бандажи, подшипниковые щиты и т. п. Перед монтажом подвергаются технологическому нагреву. Для нагрева таких деталей применяют либо внешнее нагревание в воздухе или в жидкой среде, либо внутренний нагрев потерями в стали. Разогрев деталей лучистой энергией применяется редко из-за сложности устройств. Внешнее нагревание, как правило, просто по выполнению, но неэкономично [1]. Внутренний нагрев ведется либо токами повышенной частоты, либо на промышленной частоте. Это так называемый индукционный нагрев. Известно много устройств для нагрева деталей индукционным способом. Одно из них описано в свидетельстве № 1591 Роспатента («Гибкий индуктор», заявка № 94027950 от 25.07.94 г.) применительно к нагреву активной стали электрических машин [2]. Операция выполняется при сушке изоляции обмоток электрических машин, при разогреве активной стали крупных машин перед расклиниванием ее, при различных ремонтах. В настоящей работе сделана попытка использовать «гибкий индуктор» и для других целей, в частности, для нагрева нешихтованных магнитопроводов, которыми, по сути, могут быть названные в начале введения детали.
Постановка эксперимента
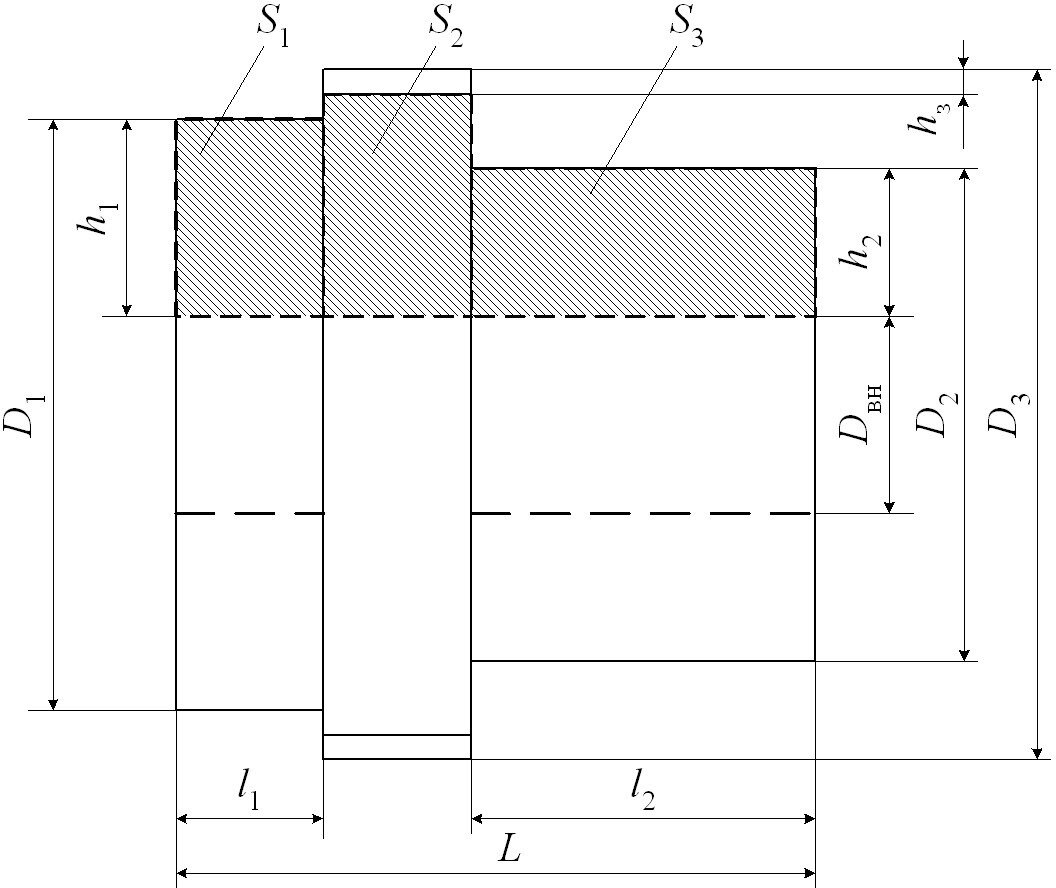
Для проведения экспериментального исследования по нагреву нешихтованных магнитопроводов методом индукционного нагрева с помощью гибкого индуктора была выбрана шестерня, изображенная на рисунке 1 и имеющая следующие размеры:
- D1 = 80 мм — внешний диаметр левой стороны;
- D2 = 70 мм — внешний диаметр правой стороны;
- D3 = мм — максимальный диаметр втулки;
- Dvn = 36 мм — внутренний диаметр втулки;
- h1 = 22 мм, h2 = 17 мм, h3 = 26 мм — толщина стенок;
- L =80 мм — длина шестерни;
- l1 = 20 мм — длина левой стороны шестерни;
- l2 = 40 мм — длина правой стороны шестерни;
- l3 = 20 мм — длина зубчатой части шестерни;
- hз = 6 мм — высота зубцов шестерни.
Для нагрева шестерни в качестве гибкого индуктора был выбран кабель КНР 1´1,5 длиной 5,5 метра. Было намотано 18 витков, причем длина одного витка lv = 240 мм.
Экспериментальное исследование
Эксперимент по нагреву шестерни проводился в два этапа. В первом случае нагрев происходил в открытом пространстве при следующих параметрах:
I = 14,0 А; U = 4,5 В; Р = 42 Вт; w = 18.
Для опытного определения магнитной индукции, наводимой в стали, было намотано одиннадцать контрольных витков тонким проводом, чтобы измерить ЭДС, наводимую магнитным потоком, который замыкается в стали исследуемого образца.
Так же, как и в предыдущем эксперименте, обмотка индуктора укладывалась как можно более равномерно для полного нагрева всей детали.
Для более полного и тщательного исследования процесса нагрева детали были сняты промежуточные значения параметров нагрева, которые снесены в таблицу 1.
I, A | 2 | 5 | 7 | 9 | 11 | 12,2 | 14 | 15,5 | 16,5 | 18 | 20 |
U, B | 0,5 | 2,05 | 2,55 | 3,1 | 3,8 | 4,15 | 4,6 | 5,1 | 5,5 | 5,95 | 6,55 |
Р, Вт | 6 | 10 | 16 | 20 | 28 | 36 | 42 | 54 | 60 | 66 | 80 |
Е, В | 0,08 | 0,1 | 0,15 | 0,21 | 0,29 | 0,32 | 0,39 | 0,45 | 0,49 | 0,54 | 0,66 |
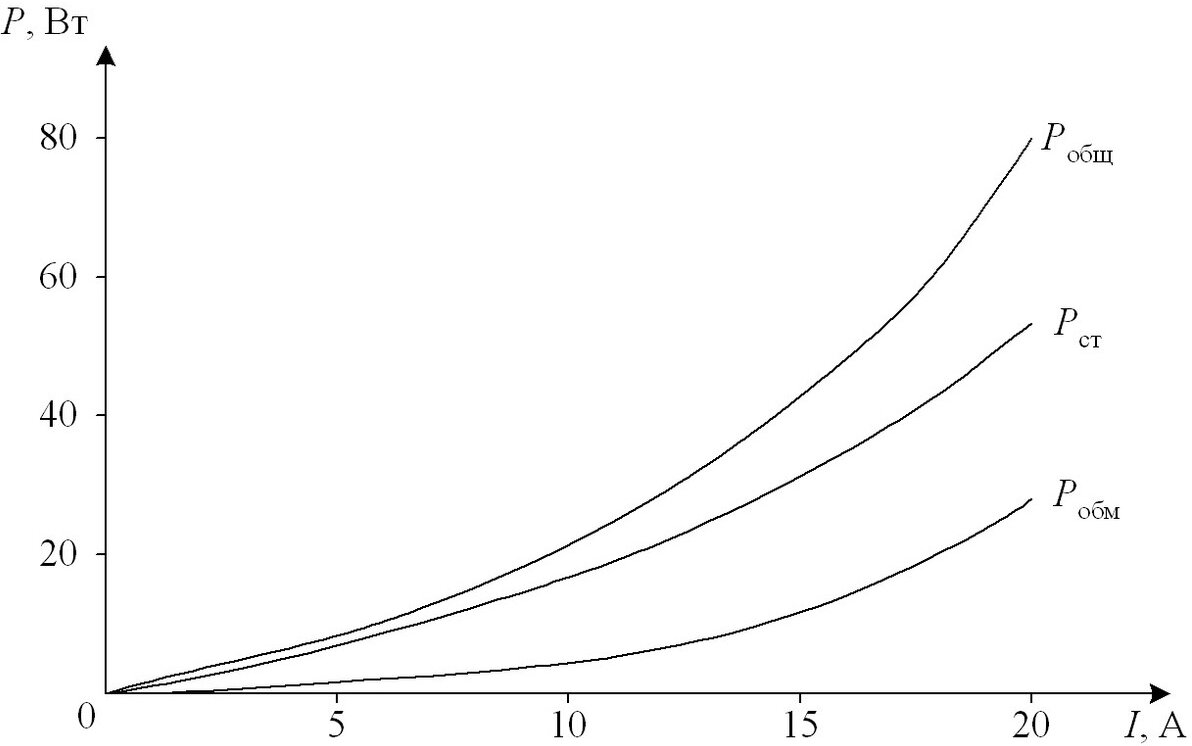
Полную мощность выделения разделим на две основные составляющие такие, как мощность выделения в стали и мощность выделения в обмотке.
Потери в обмотке определяются по формуле
,
где I — ток в цепи, — сопротивление кабеля.
Для этого определим сопротивление кабеля
Ом.
Далее определяем потери в обмотке индуктора для каждого значения тока из таблицы. Результаты заносим в таблицу 6.
Определяем потери, выделяемые в стали. Результаты вычислений заносим в таблицу 2.
I, A | 2 | 5 | 7 | 9 | 11 | 12,2 | 14 | 15,5 | 16,5 | 18 | 20 |
Робщ, Вт | 6 | 10 | 16 | 20 | 28 | 36 | 42 | 54 | 60 | 66 | 80 |
Робм, Вт | 0,262 | 1,62 | 3,186 | 5,267 | 7,86 | 9,67 | 12,69 | 15,60 | 17,69 | 21,06 | 26 |
Рст, Вт | 5,74 | 8,38 | 12,82 | 14,74 | 20,14 | 26,33 | 27,26 | 38,38 | 42,31 | 44,94 | 54 |
По результатам, занесенным в таблицу, построим график распределения потерь в зависимости от тока индуктора (рисунок 2).
Для экспериментального определения магнитной индукции, создаваемой в образце, необходимо найти площадь сечения шестерни. Для этого необходимо мысленно разделить деталь на три участка с различной толщиной стенок. Обозначим эти участки S1, S2, S3 (см. рис. 1). Кроме этого, допустим, что по зубьям шестерни магнитный поток не проходит, следовательно, в наших расчетах мы его не учитываем. Общая площадь сечения будет равняться
.
Находим площадь сечения каждого из трех участков:
м2,
м2,
м2.
Находим общую площадь сечения:
м2. Определим магнитную индукцию в образце
Тл,
где Е = 0,39 В — ЭДС, наводимая магнитным потоком в контрольных витках, S = 0,00164 м2 — площадь сечения шестерни, w = 11 — число витков, намотанных для определения ЭДС.
Сравнивая полученное значение магнитной индукции с той индукцией, которая наводилась при исследовании подшипника № 315 [3], можно заметить, что она в полтора раза меньше. Это объясняется тем, что толщина стенок у шестерни больше, чем у подшипника. Дело в том, что при увеличении толщины стали действия вихревых токов, наводимых в стали усиливается, которые, в свою очередь препятствуют проникновению магнитной индукции. Именно этим объясняется более медленный нагрев шестерни на воздухе. Кроме этого, на замедленный процесс нагрева шестерни влияет площадь поверхности детали и мощность тепловыделения.
Так же как и подшипник № 315, шестерня не нагрелась до необходимой температуры на открытом воздухе.
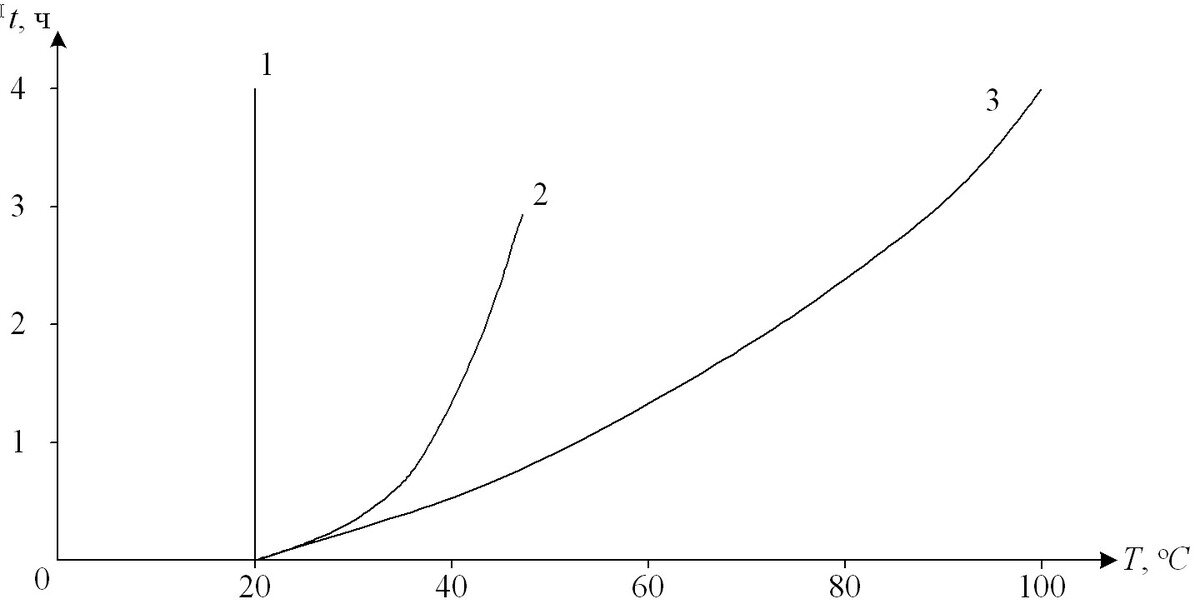
Второй этап эксперимента заключается в том, чтобы нагреть деталь в изолированной коробке, которая применялась в предыдущем эксперименте.
Нагрев производился при I = 16 А; U = 5,2 В; Р = 52 Вт; w = 18.
Повторный нагрев показал следующие результаты. Шестерня нагрелась до температуры Т = 100 °С за 210 минут.
Результаты нагрева шестерни в различных средах изображены на рисунке 2.
Анализируя характер нагрева подшипника в [3] и нагрев шестерни, отмечаем, что подшипник нагревается быстрее, чем шестерня, хотя мощность выделения в стали шестерни больше. Это объясняется тем, что МДС, определяемая как
,
где I — ток нагрузки, w — число витков индуктора, выше в подшипнике. Действительно, намагничивающая сила в подшипнике
А,
а в шестерне
А.
Так как МДС в подшипнике выше, следовательно, магнитная индукция, наводимая в стали, выше, а значит и вихревые токи, противодействующие проникновению индукции, будут больше. А как мы уже выяснили, основной причиной нагрева образца являются именно вихревые токи.