По оценкам специалистов в литосферу и гидросферу сбрасывается до 84% всех отработанных масел (ОМ). Такой большой объем загрязнений представляет большую опасность для экологии. В отличие от нефти и других нефтепродуктов, ОМ при попадании в окружающую среду еще в меньшей степени обезвреживаются естественным путем (окисление, фотохимические реакции, биоразложение). В процессе эксплуатации масел в них накапливаются продукты окисления, загрязнения и другие примеси, которые резко снижают качество масел. Масла, содержащие загрязняющие примеси, неспособны удовлетворять предъявляемым к ним требованиям и должны быть заменены свежими маслами.
Существует немало технологий вторичной переработки отработанных смазочных масел (ОСМ). Среди различных направлений наиболее важное место отводится методам регенерации — полного восстановления их первоначальных свойств с целью повторного использования по прямому назначению.
Критерии оценки воздействия ОМ на окружающую среду
При выборе метода восстановления ОМ следует руководствоваться в первую очередь экологической безопасностью технологии. При таком подходе необходимо придерживаться концепции экологически чистого производства, которое, конечно, не означает производство товаров без пыли и грязи. Это понятие отражает целостную систему принципов решения серьезных экологических проблем, возникающих на стадии проектирования и потребления продукции. Экологически чистое производство призывает использовать возобновляемую энергию и материалы, минимальное количество ресурсов, а также производство отходов, которые можно будет без проблем вернуть в процесс производства. К основным направлениям малоотходной технологии можно отнести следующие:
- Комплексная переработка сырья;
- Разработка и внедрение принципиально новых технологических процессов и систем, работающих по замкнутому циклу, позволяющих исключить образование основного количества отходов;
- Создание бессточных технологических систем, и водооборотных циклов на базе наиболее эффективных методов очистки сточных вод;
- Переработка отходов производства и потребления в качестве вторичного сырья;
- Создание территориально-промышленных комплексов с замкнутой структурой материальных потоков сырья и отходов внутри комплекса [1].
Однако экологический подход к технологиям регенерации не сводится только к предотвращению загрязнения, которое предлагает уменьшение токсичных материалов. Предотвращение загрязнения является шагом вперед по сравнению с контролем загрязнения в конце технологического цикла и некоторыми технологиями утилизации, например мусоросжигательными установками. Меры по контролю загрязнения на выходе не решали проблему накопления отходов; скорее, они только переносили опасность из одной экологической среды в другую.
Подход, основанный на предотвращении загрязнения, сделал производственные процессы менее токсичными и более эффективными, но экологически чистое производство исповедует более целостную систему взглядов на сам процесс производства.
Основные принципы такого подхода:
- Профилактический принцип.
Дешевле и эффективнее предотвратить нанесение ущерба окружающей среде, чем пытаться управлять этим процессом. Профилактика требует исследовать полный жизненный цикл масла — от извлечения сырья до окончательной его утилизации. Это способствует разработке более надежных альтернатив и созданию более чистых товаров и технологий. Например, профилактика требует разработки технологии получения нетоксичных товаров из материалов, которые затем можно будет безопасно переработать или захоронить, избежав при этом образования отходов, заканчивающих свой цикл в мусоросжигательной установке.
- Принцип целостности.
Необходимо принять комплексный подход к использованию и потреблению ресурсов окружающей среды, а также использовать целостный подход, чтобы не создать новых проблем, решая старые или переносить опасность из одного сектора в другой.
Таким образом, утилизация отходов, образующихся при переработке ОСМ и представляющих зачастую еще большую экологическую опасность, чем сами ОСМ, является весьма сложной проблемой.
Следовательно, при проектировании или выборе метода очистки ОСМ с точки зрения воздействия на окружающую среду следует руководствоваться всеми вышеперечисленными принципами и положениями и применять гибкий и в то же время комплексный подход.
Исходя из вышесказанного, можно выделить следующие критерии, позволяющие судить об экологичности того или иного метода регенерации:
- Степень очистки конечного продукта;
- Малоотходность технологии;
- Возможность вторичного использования отходов;
- Легкая утилизация образуемых отходов;
- Токсичность образуемых отходов;
- Использование экологически безопасных реагентов.
Необходимо также добавить, что при выборе метода регенерации следует предусмотреть организационные аспекты, включающие эффективные меры охраны водоемов, почвы и воздушной среды от загрязнения, а также по сбору и утилизации отходов.
На территории участка должна быть отдельная емкость (шламосборник) для сбора и хранения остатков нефтепродуктов, загрязненных и пропитанных нефтепродуктами балласта, обтирочных материалов и других отходов. Емкость должна своевременно обезвреживаться и вывозиться в специально отведенные места.
Захоронение неутилизированных отходов, содержащих токсические вещества, необходимо осуществлять в местах, отвод которых согласован с территориальными органами Госсанэпиднадзора. Запрещается сжигать на территории предприятия остатки материалов, содержащих токсические вещества.
Нефтеловушки должны регулярно очищаться от шлама, грязи и нефтепродуктов.
Учет вышеописанных критериев и организационных мер позволит комплексно подойти к такой важной проблеме современности как загрязнение отработанными маслами.
Сравнительная оценка ресурсосберегающих технологий с точки зрения воздействия на окружающую среду
Наиболее распространенные группы промышленных процессов вторичной переработки (по основному способу очистки) следующие: сернокислотная, адсорбционная, гидроочистка, селективная (экстракционная), тонкопленочное испарение, ультрафильтрация. Отдельно следует рассматривать технологии, основанные на термическом крекинге, комбинированный процесс PROP с использованием химического способа деметаллизации ОМ, а также процесс Recyclon, в котором используется обработка металлическим натрием [2, 3].
Сернокислотная очистка
При этом методе очистки основным реагентом, входящим в соединения с нежелательными примесями, является серная кислота. Она разрушает смолисто-асфальтовые и ненасыщенные соединения, которые вместе с непрореагировавшей кислотой выпадают в осадок, образуя кислый гудрон.
Наиболее ценные для масел циклопарафины серной кислотой не затрагиваются и после отделения кислого гудрона промываются водным раствором щелочи (например, NaOH), которая нейтрализует остатки серной кислоты и кислого гудрона. Очистка заканчивается промывкой масла водой и его последующим обезвоживанием.
Такая технология считается традиционной для сернокислотной очистки. Кислый гудрон, который является отходом при этом способе очистки, очень токсичный продукт. Его химический состав включает смолистые вещества, «органику», продукты полимеризации ненасыщенных углеводородов, а присутствие свободной серной кислоты в гудронах доходит до 70% от массы. Дальнейшее использование его по ряду причин нерентабельно и поэтому он складируется в прудах-накопителях, где скапливается в огромных количествах без надлежащей утилизации, представляя значительную экологическую опасность.
Для предотвращения возможности образования стойких водомасляных эмульсий обработку щелочью заменяют контактным фильтрованием с использованием отбеливающих глин, обладающих большой адсорбционной способностью поглощать полярно-активные вещества, к которым относятся продукты взаимодействия с серной кислотой. Кислотную очистку с контактным фильтрованием через отбеливающие земли называют кислотно-контактной очисткой. При таком методе вдобавок к кислому гудрону образуется еще и отработанный сорбент.
Наиболее эффективным с точки зрения экологии можно считать процесс фирмы Meinken, принципиальная схема которого представлена на Рис. 1.
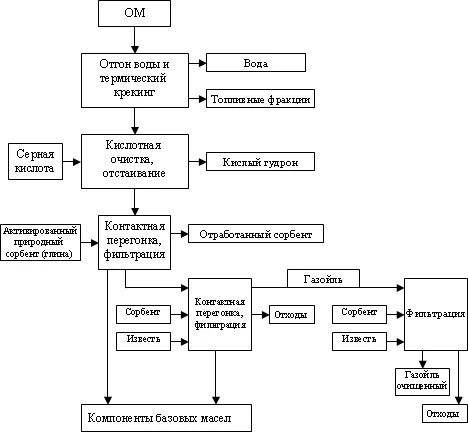
Однако, будучи разновидностью сернокислотной очистки, этот метод имеет те же недостатки, что и предыдущие методы. А именно, образование большого количества токсичного трудноутилизируемого отхода — кислого гудрона.
Кроме того, сернокислотная очистка не обеспечивает удаление из отработанных масел полициклических ароматических углеводородов и высокотоксичных соединений хлора. Нельзя также регенерировать серной кислотой современные масла, совместимые с окружающей средой (синтетические сложные эфиры и сложные эфиры растительного происхождения), поскольку серная кислота разлагает их, что, в частности, увеличивает выход кислого гудрона.
Адсорбционная очистка
Занимает второе место по объему промышленного применения. Адсорбционная очистка может осуществляться:
- контактным методом — масло перемешивается с измельченным адсорбентом;
- перколяционным методом — очищаемое масло пропускается через адсорбент;
- методом противотока — масло и адсорбент движутся навстречу друг другу.
Наиболее широко контактную очистку применяют на предприятиях в США. Схема предусматривает отгон воды и топливных фракций с последующей контактной очисткой. В качестве сорбентов используют активированные глины. Этот сравнительно простой процесс позволяет получать базовые масла стабильного и высокого качества, после чего их смешивают со свежими и добавляют необходимые присадки.
К недостаткам такой технологии следует отнести отсутствие контроля вязкости и пределов кипения получаемого продукта, а также большие потери масла с сорбентом. К тому же необходимо утилизировать большое количество адсорбента, загрязняющего окружающую среду.
При перколяционной очистке в качестве адсорбента чаще всего применяется силикагель, что делает этот метод дорогостоящим. Наиболее перспективным методом является очистка масла в движущемся слое адсорбента, при котором процесс протекает непрерывно, однако применение этого метода связано с использованием довольно сложного оборудования, что сдерживает его широкое распространение.
Основной недостаток адсорбционной очистки, связанный с экологической безопасностью, заключается в утилизации большого количества отработанного сорбента, представляющего опасность для окружающей среды. Использование синтетических сорбентов, обладающих высокой термической стабильностью, дает возможность их многократного использования. Конечно же, такие сорбенты более дорогостоящие, но они позволяют снизить негативное воздействие на окружающую среду.
Также можно выделить процесс фирмы Rotovac (Финляндия). На Рис. 2 представлена технологическая схема процесса:
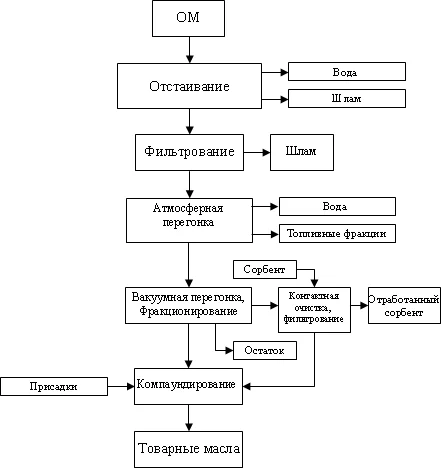
В этой схеме предварительно отстоянное от воды и шлама масло подвергается фильтрации, атмосферной и вакуумной перегонке. После этого производят контактную очистку кислотно-активированным диатомитом и ввод присадок.
При такой технологии образуются следующие отходы: остаток вакуумной перегонки, используемый в качестве топлива или наполнителя в дорожных и кровельных битумах, а также отработанный сорбент.
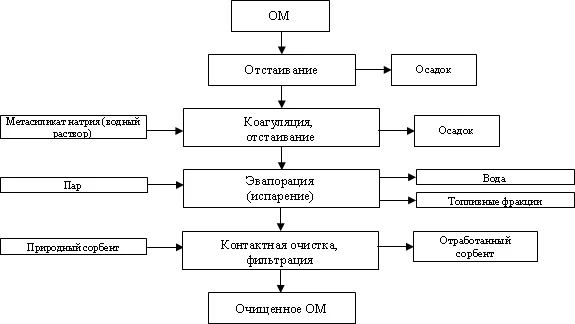
В России применяют комбинированную схему переработки с использованием процессов коагуляции и адсорбции. Примером могут служить установки по регенерации «Малышка» и «УРДМ-КА» (Рис. 3), разработанные Петербургским государственным университетом путей сообщения (ПГУПС), а также процесс, разработанный организацией «Вторнефтепродукт» (Рис. 4):
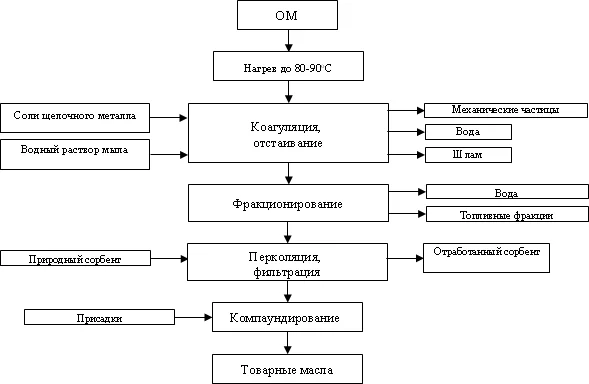
В случае с установками «Малышка» и «УРДМ-КА» применяемые реактивы (соли щелочных металлов, эмульгаторы и водорастворимые сополимеры целлюлозы) неопасны и нетоксичны при воздействии на кожу и органы дыхания работающих.
Гидроочистка
Гидрогенизационные процессы проводят под давлением до 2 МПа в присутствии различных катализаторов и водорода при температуре 380-400°С. Для защиты катализаторов гидроочистки от загрязнителей отработанных масел также используются сорбенты.
Известно несколько промышленных процессов с использованием гидроочистки — IFP и Snamprogetti. Эти процессы также включает стадии перегонки при атмосферном давлении, экстракции пропаном, вакуумной перегонки, термообработки полученного остатка (300-450°С) и, соответственно, гидроочистки.
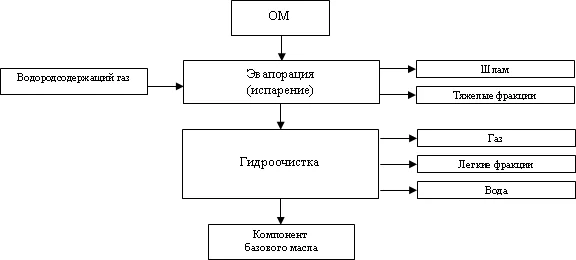
Также в качестве основной стадии гидроочистку использует компания UOP (Великобритания). Ее схема представлена на Рис. 5:
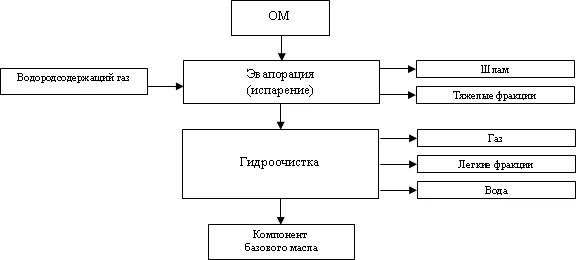
В последнее время все шире применяют гидрогенизацию, которая является наиболее совершенным способом очистки масел. Это связано как с широкими возможностями получения высококачественных масел и увеличения их выхода, так и с большой экологической чистотой этого процесса по сравнению с сернокислотной и адсорбционной очистками.
Селективная (экстракционная) очистка
Принцип селективной очистки заключается в следующем. Подбирают растворитель, который при определенной температуре и количественном соотношении с очищаемым маслом выборочно (селективно) растворяет в себе все вредные примеси и плохо или совсем не растворяет очищаемый продукт, в данном случае — масло.
Это современный и эффективный способ очистки масел, особенностью которого является возможность в процессе очистки многократного использования селективных растворителей. В качестве селективных растворителей и веществ, как правило, применяют фурфурол и фенол. Очень важно правильно выбрать как соотношение масла и растворителя, так и температуру, при которой осуществляют процесс очистки. При фенольной очистке, так же как и при кислотно-щелочной, адсорбционной и гидрогенизационной, не удаляются твердые углеводороды.
Для получения качественной очистки высоковязких остаточных масел используют метод парных растворителей. Причем, один из них должен выборочно растворять вредные примеси, а другой — очищаемое масло, тем самым разделяя сырье на очищенную и загрязненную фракции. При растворении примесей применяют крезол с 30–50% фенола, а при растворении рафинада — пропан. С целью поддержания пропана в жидком состоянии очистку производят под давлением до 2 МПа. При таком методе углеводороды масла растворяются в пропане, а асфальтосмолистые вещества, находящиеся в масле в коллоидном состоянии, выпадают в осадок.
Тонкопленочное испарение
Представляется весьма перспективным процессом вторичной переработки моторных масел, хотя предложено уже сравнительно давно.
В качестве основной стадии тонкопленочное испарение используют установки процесса KTI (Нидерланды), которые также включают стадии гидроочистки и фракционирования. Принципиальная схема процесса KTI представлена на Рис. 6.
Близкая к KTI схема разработана компанией Booth Oil Co., Inc. (США), единственное отличие заключается в наличии такой стадии как адсорбционная очистка. Остаток тонкопленочного испарения (ТПИ) в данном случае можно использовать в качестве топлива или компонента асфальтового покрытия.
Процесс Lubrex (Buss AG Verfahrenstechnik Luwa, Швейцария), по своей схеме также напоминающий процесс KTI, помимо основной стадии тонкопленочного испарения включает также химическую очистку гидрокарбонатом или гидроксидом натрия при температуре 230-260оС. Этот процесс осуществлен на 13 промышленных установках общей мощностью 160 тыс. т/г.
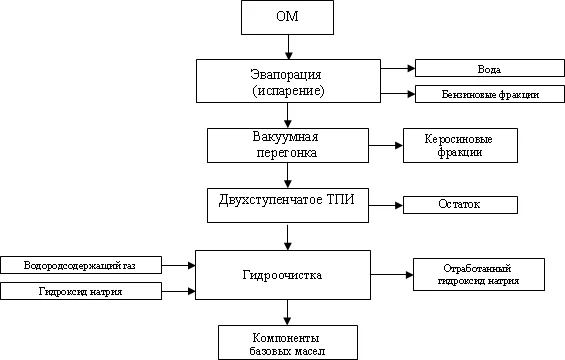
В процессе Mohawk Lubricants (Канада) предусмотрены однократное испарение сырья, вакуумная перегонка, двухступенчатая перегонка в тонкопленочных испарителях и гидроочистка с последующей обработкой масла гидроксидом натрия (Рис. 7).
Здесь образующиеся отходы (остаток вакуумной перегонки и отработанный гидроксид натрия) используют в производстве дорожного и кровельного битумов и в целлюлозно-бумажной промышленности, соответственно.
Ультрафильтрация
В последнее время появляются методы очистки масел, основанные на его фильтрации через специальные мембраны, фильтрующие на молекулярном уровне, которые, например, пропускают молекулу углеводородов и задерживают молекулу продуктов окислительной полимеризации и другие нежелательные примеси. Этот метод еще не получил широкого применения при очистке моторных масел.
Характерным примером комбинированного процесса вторичной переработки ОМ с использованием ультрафильтрации является Regelub (Франция), принципиальная схема которого представлена на Рис. 8:
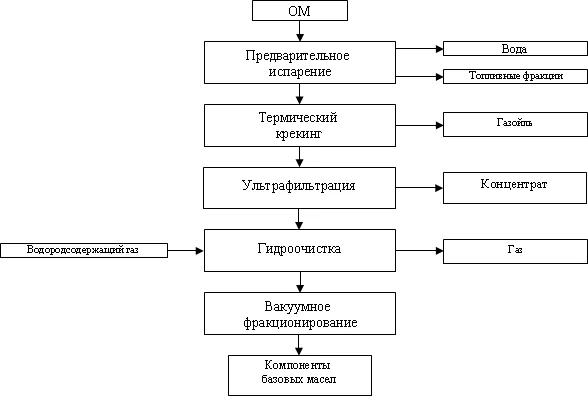
Этот экологически чистый процесс предназначен для переработки отработанных моторных и индустриальных масел. А отходы, которые образуются в процессе очистки, легкоутилизируемы.
Термический крекинг
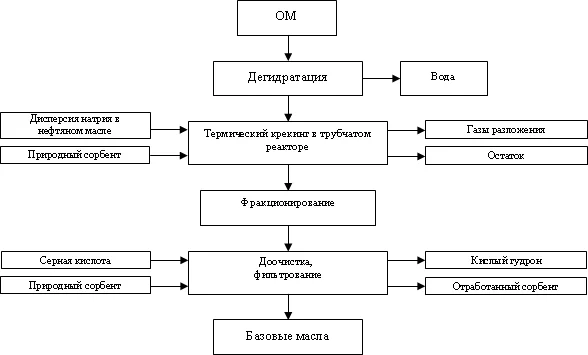
В последнее время наметилась тенденция использования процессов со стадией предварительной термической обработки сырья, а также процессы, основными стадиями которого является термический крекинг и последующая сернокислотная очистка. Примером может служить производство компонентов масел по немецкой технологии ENTRA. На Рис. 9 представлена схема этого процесса.
Использование при крекинге натрия и природного сорбента дает дополнительные гарантии удаления экологически опасных продуктов.
Наиболее известная российская организация, использующая термический крекинг — компания ЗАО «ПОМ-ТЭК». К преимуществам данной технологии относятся высокий уровень экологической безопасности и малоотходность технологического процесса.
PROP (компания Phillips Petroleum, США)
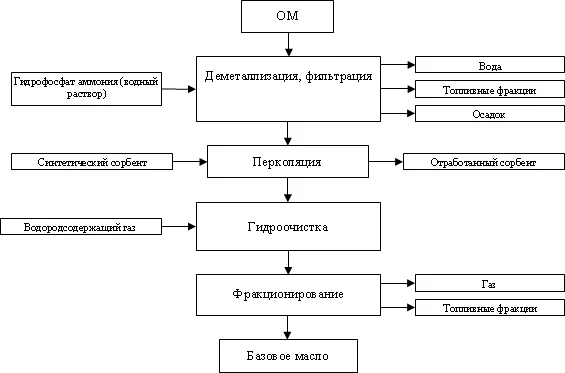
Среди применяемых в промышленности процессов особняком стоит технология PROP (компания Phillips Petroleum, США), где на первой стадии проводят деметаллизацию отработанного моторного масла водным раствором гидрофосфата аммония. После фильтрации масло подвергают перколяции, гидроочистке и фракционированию. Побочные продукты, нейтральные отходы и топливные фракции подвергаются дальнейшей переработке. Принципиальная схема процесса деметаллизации PROP представлена на Рис. 10.
В то же время применение синтетических материалов вызывает трудности в связи с проблемой их дальнейшей утилизации, так как биоразложению они трудно поддаются, и применяется, как правило, сжигание. Отработанный синтетический сорбент может применяться в качестве компонента к нефтебитуму.
Recyclon
Данный процесс основан на использовании суспензии металлического натрия. При таком методе полициклические соединения (смолы), высокотоксичные соединения хлора, продукты старения и присадки удаляют путем обработки сырья мелкодиспергированным металлическим натрием взамен обработки серной кислотой. Процесс не требует использования давления и катализаторов, не связан с выделением хлороводорода и сероводорода. Его схема приведена на Рис. 11:
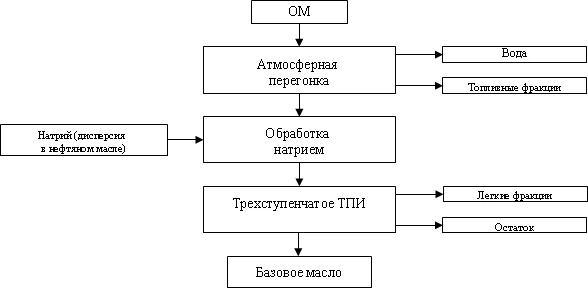
Благодаря использованию натрия удается избежать образования токсичных отходов. Несколько таких установок работают во Франции и Германии.
Выбор оптимальных технологий с точки зрения воздействия на окружающую среду
Все вышеперечисленные технологии и методы разрабатывались исходя из соображений экологической безопасности. Но не все методы могут продемонстрировать действительно высокий уровень предотвращения загрязнений, связанных с образованием отходов и использованием тех или иных реагентов в процессе регенерации.
Так, самым небезопасным с точки зрения воздействия на окружающую среду являются методы, основанные на очистке ОМ серной кислотой. И, несмотря на это, на практике традиционный вариант кислотно-контактной переработки ОМ при его известных недостатках достаточно широко применяют во многих странах мира. Иногда он используется в комбинации с вакуумной перегонкой, с обработкой пропаном, фурфуролом и сорбентами, что немного снижает объем использования серной кислоты, а, следовательно, и снижает образование такого токсичного отхода как кислый гудрон. Среди сернокислотных процессов с точки зрения экологии наиболее эффективен процесс фирмы Meinken. Он занимает доминирующее положение во всей вторичной переработке ОМ. На его долю приходится около 60% всех установок. Но, сравнивая с другими методами регенерации, по своим экологическим характеристикам он проигрывает. А то, что процессы, основанные на сернокислотной очистке, занимают первое место по объемам переработки во всем мире, объясняется лишь их экономической выгодой.
Самыми «чистыми» являются методы, основанные на гидрогенизационных процессах. Гидроочистка является основной стадией таких технологий как IFP, UOP и Snamprogetti. Они характеризуются большой экологической чистотой технологических процессов в отличие от сернокислотной и адсорбционной очисток. Но методы, основанные на гидрогенизации, рациональней использовать на конечном этапе очистки ОМ. Как правило, ее используют после стадии очистки в тонкопленочных испарителях.
Не менее эффективным способом удаления канцерогенных соединений из ОМ помимо гидроочистки жесткого режима считают глубокую селективную (экстракционную) очистку. Следовательно, рациональней было бы использовать именно ее на начальных стадиях очистки. При сохранении сегодняшней ситуации с токсичностью ОМ можно ожидать, что в ближайшем будущем стадия обезвреживания сырья станет необходимым этапом всех промышленных процессов.
С этой точки зрения весьма эффективным представляется немецкий процесс на основе термического крекинга ENTRA. Благодаря высокой гибкости технологии появилась возможность решения широкого спектра ранее неразрешенных проблем: процесс позволяет перерабатывать как нефтяные, так и синтетические и растительные масла, а также ряд других продуктов с удалением из них всех основных экологически опасных компонентов.
Необходимо также отметить и технологию адсорбционной очистки, разработанной ПГУПС и включающей также стадию коагуляции в качестве основной. Эта комбинированная технология, на основе которых реализованы установки «УРДМ-КА» и «Малышка», несмотря на недостатки адсорбционной очистки, имеет довольно высокий уровень экологической безопасности, сопоставимый с уровнем безопасности методов гидроочистки. И в отличие от технологии ENTRA образуется гораздо меньше токсичных отходов.
Также, в отличие от экстракционных технологий, которые используют токсичные растворители, данные установки используют материалы со слабым токсическим и раздражающим действием, являются практически безотходным (до 3% утилизируемых отходов), а полученные отходы идут на производство пластичной смазки для нужд железнодорожного транспорта.
На Рис. 12 для лучшей наглядности уровня экологической опасности различных технологий и методов утилизации ОМ представлена их классификация в виде блок-схемы. Она включает как методы на основе переработки, так и методы без переработки.

Заключение
Предложены основные критерии, по которым можно судить об экологической безопасности технологий и методов регенерации и утилизации ОСМ. К ним относятся: степень очистки конечного продукта; малоотходность технологии; возможность вторичного использования отходов; легкая утилизация образуемых отходов; токсичность образуемых отходов; использование экологически безопасных реагентов.
Проведен сравнительный анализ технологий и методов регенерации по их воздействию на окружающую среду. Представлена экологическая характеристика основных методов регенерации, таких как сернокислотный, адсорбционный, гидрогенизационный, селективный (экстракционный), ТПИ, термический крекинг, ультрафильтрация и методы с применением натрия и его соединений. Приведены их достоинства и недостатки.
Выбраны оптимальные технологии и методы очистки ОМ с точки зрения воздействия на окружающую среду. Высоким уровнем экологической безопасности характеризуется технология, основанная на комбинированном методе адсорбции и коагуляции и разработанная Петербургским государственным университетом путей сообщения.