В последнее десятилетие возросла потребность в значительном росте производства продукции, повышении качества продукции, сокращении материальных, энергетических и трудовых ресурсов при изготовлении промышленных изделий диктует необходимость в соответствующем увеличении объёмов тех производств, которые обеспечивают надёжную защиту изделий от коррозии, придание им специальных свойств, снижение их металлоёмкости и улучшение товарного вида.
Антикоррозийные покрытия широко применяется в народном хозяйстве как важное средство защиты металлов от коррозии, для декоративной отделки металлических изделий, а также во многих других случаях, когда в специфических условиях производства могут быть эффективно использованы другие ценные свойства антикоррозийных покрытий.
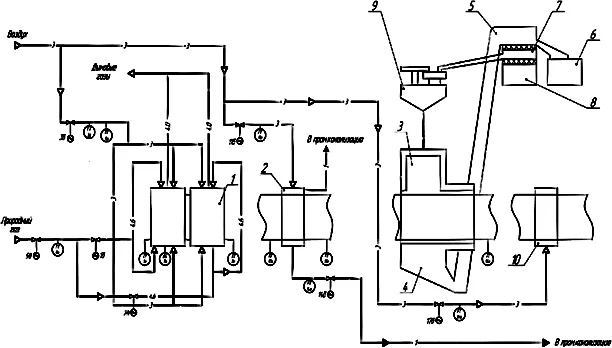
Немаловажным является процесс, предшествующий стадии антикоррозийного покрытия, а именно подготовка к покрытию. На стадии подготовки осуществляется обезжиривание труб, их очистка и предварительный подогрев.
Подготовительная стадия напрямую оказывает влияние на качество и долговечность антикоррозийного покрытия, что является немаловажным фактором сказывающимся на себестоимости и конкурентной способности выпускаемой продукции, сокращению брака и отходов, уменьшению затрат сырья и энергии, уменьшению численности основных рабочих.
Обеспечения точного выполнения всех стадий подготовки труб и выдерживания условий технологического регламента зависит от работы автоматизированной системы управления технологическим процессом. В большинстве случаев системы управления на эксплуатируемых процессах давно морально устарели и не позволяют обеспечивать требуемых условий технологического регламента.
Результаты работы можно использовать при разработке новых и модернизации существующих систем управления технологическим процессом обработки поверхности труб большого диаметра.
В ходе работы над статьей была рассмотрена существующая в настоящее время система управления технологическим процессом обработки поверхности труб большого диаметра.
Поэтому, в рамках модернизации существующей системы, для управления процессом был выбран микропроцессорный контроллер SIMATIC S7-1500 фирмы SIEMENS. Инновационный программируемый контроллер S7-1500 базируется на дальнейшем развитии и совершенствовании функциональных возможностей хорошо известных программируемых контроллеров S7-300 и S7- 400. Улучшенная производительность системы, встроенная поддержка стандартных функций управления перемещением, обмен данными через PROFINET в режиме IRT (IsochronousRealTime), языковые расширения пакета STEP7, возможность использования в производственных и перерабатывающих отраслях промышленности, а также поддержка проверенных временем функций S7-300/400 гарантируют получение неоспоримых преимуществ использования нового контроллера.
В качестве панели оператора выбран SIEMENS TP900 Comfort. Панель оператора с сенсорным экраном представляет собой устройство класса «человеко-машинный интерфейс», предназначенное для загрузки управляющей программы (проекта) функционирования ПЛК или других приборов, к которым подключается панель, мониторинга функционирования и редактирования значений параметров функционирования.
Позволяет отображать на экране ход выполнения технологического процесса и редактировать значения параметров, отвечающих за функционирование системы.
В качестве основных средств измерения предпочтение было отдано следующим приборам:
- для измерения температуры трубы были использованы спектральные пиромерры IGAR 12-LO. Высокоточные цифровые 2-спектральные пирометры для бесконтактного измерения температуры металлов, керамики, графита и т.д. в диапазоне от 50 до 3300 °C;
- Для измерения расхода природного газа и воздуха выбран расходомер FLUXUS G800. FLUXUS G800 — взрывозащищенный ультразвуковой расходомер газов с накладными датчиками для стационарной установки во взрывоопасных зонах;
- Высокотемпературные дaтчики дaвления Курaнт ДИ-В. прeднaзначены для рaботы в систeмaх aвтоматичeского контроля, измeрения и упрaвлeния в процeссaх с повышенными температурaми (до 350 °С);
- Для измерения расхода воды был выбран расходомер Prosonic Flow 92F. Врезной расходомер с 2х-проводной схемой подключения, с питанием по сигнальной цепи. Расходомер предназначен для измерения проводящих и непроводящих жидких продуктов (растворители, углеводороды и т.п.);
- Датчик-реле контроля пламени АДП-01 предназначен для индикации наличия или отсутствия пламени и формирования сигнала для автоматики защиты котла.
Таким образом, была разработана функциональная схема системы управления, схема внешних соединений и подключений, а так же спроектирован щит КИП и А. При проектировании использовались современные микропроцессорные средства автоматизации, современные датчики и исполнительные механизмы.
Существенным недостатком существующей системы является то, что система практически не автоматизирована, так как часть процессов управляется локальными регуляторами, часть дистанционно оператором, а часть процесса управляется вручную, что естественно отражается на качестве и эффективности управления процессом.
Произведен анализ современного оборудования области автоматизации, патентов и существующих систем управления по тематике выпускной работы.
Произведено моделирование объекта управления с последующим расчетом настроечных коэффициентов. Проведена проверка полученной математической модели на устойчивость, наблюдаемость и управляемость.
Была разработана функциональная схема системы управления. При проектировании использовались современные микропроцессорные средства автоматизации, современные датчики и исполнительные механизмы.
Применение современных средств автоматизации позволит повысить качество работы системы управления процессом обработки поверхности труб большого диаметра.